Flexodrill
Flexodrill
FLEXODRILL är en unik lösning för att enkelt kunna borra vinklade hål i till exempel ventilblock med en CNC-styrd fleroperationsmaskin. Värdefull bearbetningstid sparas genom att antalet uppspänningar av detaljen minskar.
FLEXODRILL är utvecklad av Lalmek Hydraulics för att lösa det egna behovet vid tillverkning av hydraulblock.
FLEXODRILL kan i en operation borra olika hål med olika vinklar och i både två och tre dimensioner.
Under rätt förutsättningar kan FLEXODRILL borra ett hål som är upp till 20 gånger längre än borrdiametern.
FLEXODRILL finns i 3 olika storlekar, FD11, FD16 och FD20.

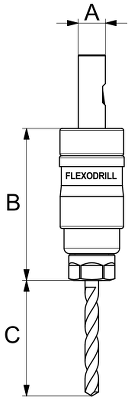
Storlekar och mått
| Storlek | FD11 | FD16 | FD20 |
| A | 16 | 20 | 20 |
| B | 60 | 92 | 118 |
| Borrdiameter | 1,5-5 | 2,5-11 | 5-14 |
| Spännhylsa (Regofix) | ER11 | ER16 | ER20 |
Alla mått angivna i millimeter.
Exempel på borrning
Följande visar sektioner från ett hydraulblock där FLEXODRILL har använts för att borra flera vinklade hål.
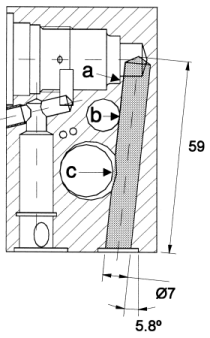
Figur 1:
Figur 1 visar exempel där det finns högra krav på precision vid position (a) (b) och (c).
Position (b) och (c) måste gå igenom hålväggen så att de är anslutna till det längre hålet. Vid (a) är det viktigt att hålet inte bryter igenom väggen eller att väggen är för tunn för att senare skadas av hydraultrycket.
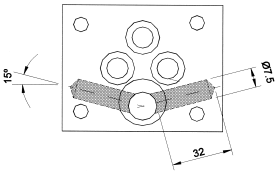
Figur 2:
I figur 2 är hålen borrade 15° åt var sitt håll från samma utgångshål.
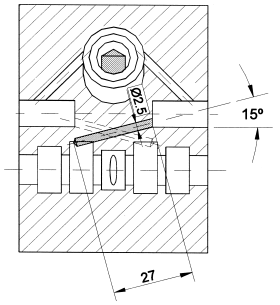
Figur 3:
I figur 3 visas ett avancerat hål som på grund av längden på borret är svårt att borra jämfört med den smala diametern på borret.
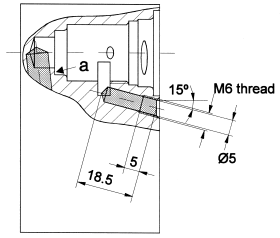
Figur 4:
I figur 4 borras ett hål på 5 mm till ett djup på 8,5 mm. Hålet gängas sedan med gängtapp M6 till ett djup på 5 mm.
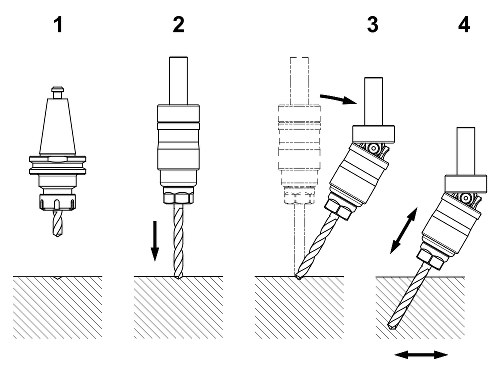
| Steg 1: | Steg 2: | Steg 3: | Steg 4: |
|---|---|---|---|
| Borra centreringshål. | Sänk ner Flexodrill i det förborrade hålet. | Cirkulär-polär rörelse. | Rörelse i 2 eller 3 axlar samtidigt. |